TECHNICAL SPECIFICATIONS
By using the available equipment we perform the following operations of profile optimisation.
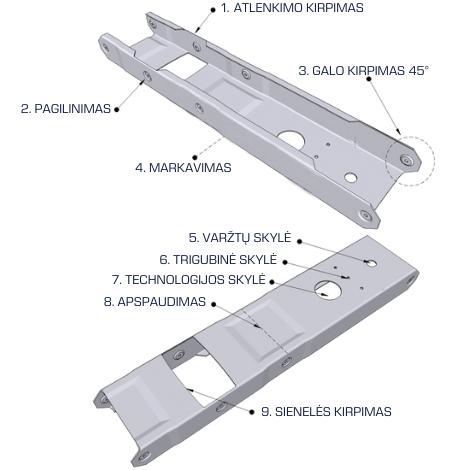
1. BENDING CUT
This operation allows the profiles to be connected directly or through-hole interconnections.
2. DEEPENING
This operation is also called a pre-punched hole. Deepening is used when connecting frame profiles by closing and tightening with self-drilling bolts.
3. CUTTING OF PROFILE ENDS AT AN ANGLE
Cutting profile ends at a 45° angle ensures the possibility to place one profile into another at any angle.
4. MARKING
According to the designations provided in the design documentation, each frame element is numbered with non-washable paint by using a buil-in printer in the equipment. As a result, the frame is assembled as simply and easily as LEGO blocks.
5. SCREW HOLE
A machine tool knocks out a hole of a 13mm diameter, through which the plates/supporting elements (trusses) are connected with bolts, washers, and nuts.
6. TRIPLE HOLE
Used to interconnect, calibrate and/or align plates.
7. MOUNTING HOLE
It is also known as a technological hole. It is used at the beginning of construction works to insert electrical cables, water pipes, and other wiring installations and hide them in the walls or supporting elements of the building.
8. CRIMPING
During this operation, profiles of the same cross-section are inserted into each other; therefore, the perfect plane of the plates is preserved.
9. WALL CUTTING
In parallel with the crimping operation, a through-hole interconnection may be carried out.